Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: Chaque chaudière ou récipient sous pression qui sort d'un atelier de fabrication est soumis à de fortes attentes. Il sera mis sous pression, chauffé, soumis à des cycles de fonctionnement et parfois malmené – et il ne doit pas défaillir....
Chaque chaudière ou récipient sous pression qui sort d’un atelier de fabrication est soumis à de fortes attentes. Il sera mis sous pression, chauffé, soumis à des cycles de fonctionnement et parfois malmené – et il ne doit pas défaillir. Au cœur de cette fiabilité se trouvent des milliers de liaisons soudées par résistance entre les tubes et les plaques tubulaires. Lorsqu’une de ces liaisons cède, les conséquences vont d’un arrêt de production coûteux à la perte catastrophique d’équipements.
Depuis plus de quinze ans, nous développons des systèmes qui aident les fabricants à réaliser correctement ces liaisons critiques. La différence entre une liaison qui tient et une liaison qui cède tient souvent à la constance avec laquelle on peut réaliser une véritable soudure par résistance entre les tubes et les plaques tubulaires – et c’est précisément cette constance que l’automatisation permet d’obtenir.
Une liaison soudée par résistance entre un tube et une plaque tubulaire est fondamentalement différente d’une soudure d’étanchéité. Les soudures d’étanchéité se contentent de fermer l’espace à l’interface tube-plaque tubulaire ; elles empêchent les fuites mais contribuent peu à l’intégrité structurelle. Une soudure par résistance, en revanche, est conçue pour transférer la totalité de la charge axiale du tube à la plaque tubulaire. Il doit résister aux forces d’arrachement générées par la pression, la dilatation thermique et les charges externes.
Pour ce faire, une géométrie spécifique est requise. Le tube dépasse généralement de 2 à 3 mm la face de la plaque tubulaire, et une soudure d’angle d’épaisseur calculée est réalisée sur sa circonférence. Pour les configurations affleurantes, une pénétration profonde ou plusieurs passes sont nécessaires pour obtenir une résistance équivalente. Le métal d’apport doit être compatible avec les matériaux du tube et de la plaque tubulaire, ce qui nécessite souvent l’utilisation de métaux d’apport comme l’acier inoxydable 309L pour les joints acier au carbone-inox.
Des normes telles que les sections VIII et I de l’ASME imposent des règles strictes quant à la conception et à la qualification des soudures de résistance entre tubes et plaques tubulaires. La dimension de la soudure doit être suffisante pour atteindre la pleine résistance à la traction du tube, et la procédure doit être validée par des essais destructifs sur des maquettes. Ces exigences sont essentielles car la rupture d’un joint tube-plaque tubulaire dans une chaudière ou un appareil sous pression n’est pas une fuite mineure, mais un incident critique pour la sécurité.
Le soudage manuel des joints tube-plaque tubulaire est réputé pour sa difficulté. Le soudeur doit maintenir une main stable tout en effectuant une rotation autour de chaque tube, souvent regroupés en faisceaux exigus. La longueur de l’arc varie en fonction du déplacement de la torche. La vitesse de déplacement fluctue avec la fatigue. Une mauvaise posture peut compromettre la protection gazeuse. Il en résulte une qualité de soudure aléatoire : certains joints répondent aux exigences de résistance, d’autres non.
Dans un joint tube-plaque tubulaire soudé avec précision, cette variabilité est inacceptable. Si un seul joint sur mille présente une fusion incomplète ou une épaisseur de gorge insuffisante, il devient le maillon faible. Sous charge cyclique, ce joint sera le premier à céder. La rupture peut se propager, entraînant la rupture du tube, des dommages collatéraux et des arrêts imprévus.
C’est là qu’une machine de soudage automatique tube-plaque tubulaire change la donne. L’automatisation élimine les facteurs humains à l’origine de l’incohérence. La machine maintient une longueur d’arc constante grâce à des capteurs électroniques. La vitesse de déplacement est régulée par un engrenage de précision. Les paramètres d’impulsion s’ajustent en fonction du matériau et de la position. Chaque soudure est réalisée conformément à la procédure qualifiée.
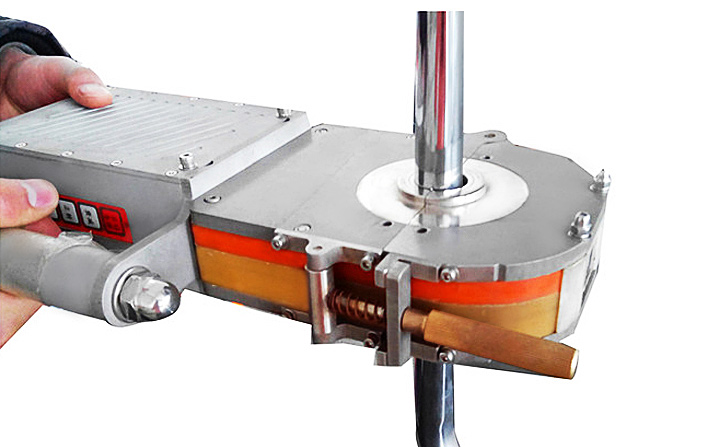
Notre approche de la conception de systèmes de soudage automatique tube-plaque tubulaire repose sur le principe que les soudures de haute résistance exigent une précision à tous les niveaux. La tête de soudage doit garantir un positionnement répétable, une rotation stable et un apport de chaleur contrôlé.
Les têtes de soudage orbitales tube-plaque tubulaire que nous fabriquons sont équipées de mandrins expansibles qui centrent la tête sur le diamètre intérieur du tube. Ceci assure la concentricité de l’électrode de tungstène, quelles que soient l’ovalisation du tube ou un léger défaut d’alignement. Un décentrage de la tête entraîne des variations de longueur d’arc et de pénétration, et la soudure tube-plaque tubulaire ainsi réalisée ne présentera pas une résistance uniforme sur toute sa circonférence.
Le réglage de l’électrode de tungstène sur trois axes permet à l’opérateur de définir avec précision le dépassement et l’angle requis pour la géométrie du joint. Pour les tubes saillants, un angle de torche de 5 à 10 degrés dirige l’arc vers l’angle, assurant une fusion optimale à la racine. Pour les tubes affleurants, un angle plus prononcé peut être utilisé pour obtenir une pénétration plus profonde.
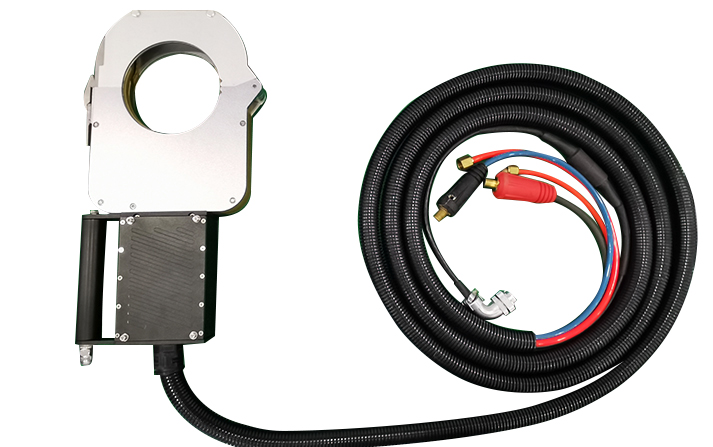
Le refroidissement par eau est intégré au corps de la tête, permettant un fonctionnement continu aux courants élevés souvent nécessaires pour les tubes à parois épaisses ou les passes multiples. Les têtes refroidies par air surchauffent, entraînant des arrêts qui perturbent la production et introduisent des variations thermiques. Grâce au refroidissement par eau, la tête maintient une température stable et les paramètres de soudage restent constants sur des centaines de joints.
Le besoin de liaisons soudées fiables entre tubes et plaques tubulaires concerne de nombreux secteurs industriels, mais les applications les plus exigeantes se trouvent dans la production d’énergie et la pétrochimie.
Dans les réchauffeurs d’eau d’alimentation haute pression, les tubes fonctionnent à des pressions supérieures à 3 000 psi et à des températures supérieures à 500 °F (260 °C). Le joint soudé entre le tube et la plaque tubulaire doit résister non seulement aux charges en régime permanent, mais aussi aux chocs thermiques lors du démarrage et de l’arrêt. Des études ont montré que l’association du soudage et de l’expansion complète du tube crée une redondance : la soudure supporte les charges axiales tandis que l’expansion assure un contact intime et bloque la corrosion par piqûres.
Dans les chaudières de récupération de chaleur utilisées dans les raffineries, les plaques tubulaires peuvent être énormes (deux mètres de diamètre ou plus) et comporter des milliers de tubes. Le soudage manuel de chaque joint tube-plaque tubulaire prendrait des semaines et engendrerait toujours des taux de rebut inacceptables. Une machine de soudage automatique tube-plaque tubulaire équipée de plusieurs têtes permet à un seul opérateur de surveiller plusieurs soudures simultanément et d’inspecter les joints terminés pendant que les machines continuent de fonctionner.
Dans les cuves sous pression des centrales nucléaires, où chaque soudure doit être documentée et traçable, l’automatisation assure l’enregistrement des données requis pour la conformité aux normes. Les paramètres de chaque joint soudé par résistance tube-plaque tubulaire sont enregistrés et stockés. En cas de question ultérieure, l’historique de fabrication est disponible.
L’élaboration d’une procédure qualifiée pour le soudage par résistance tube-plaque tubulaire comprend plusieurs étapes. Il faut d’abord définir la géométrie du joint : saillie du tube, détails des rainures (le cas échéant) et épaisseur de gorge requise. Ensuite, le métal d’apport est sélectionné en fonction de sa compatibilité avec le matériau de base.
Des éprouvettes sont soudées selon les paramètres proposés, puis sectionnées et examinées. L’analyse par macro-attaque chimique révèle la profondeur de pénétration, les lignes de fusion et les éventuels défauts. Pour les soudures par résistance, la gorge de la soudure doit respecter, voire dépasser, les exigences de conception. Certaines normes exigent également des essais de cisaillement pour confirmer que le joint développe bien la pleine résistance à la traction du tube.
Une fois la procédure qualifiée, elle est programmée dans la machine de soudage automatique tube-plaque tubulaire. La machine mémorise plusieurs programmes de soudage pour différents diamètres de tubes, matériaux et configurations d’assemblages. Les opérateurs sélectionnent le programme approprié et le système règle automatiquement le courant, la fréquence d’impulsion, la vitesse de déplacement et le débit de fil.
Les normes de fabrication modernes exigent de plus en plus la preuve que chaque assemblage soudé par résistance entre un tube et une plaque tubulaire est conforme aux exigences. Nos systèmes de soudage automatique tube-plaque tubulaire intègrent un enregistrement complet des données. Pour chaque soudure, le système enregistre :
– Identification du programme de soudage
– Courant et tension réels tout au long du cycle
– Vitesse de déplacement et débit de fil
– Date et heure de l’arc
– Identification de l’opérateur
Ces données peuvent être exportées pour les dossiers qualité ou intégrées aux systèmes de gestion de l’usine. En cas de doute sur un assemblage, l’historique complet de la soudure est disponible. Ce niveau de traçabilité est obligatoire pour les applications nucléaires et militaires.
Nous avons constaté les conséquences d’une défaillance d’un assemblage soudé par résistance entre un tube et une plaque tubulaire en service. Dans un cas précis, une fuite dans un réchauffeur d’eau d’alimentation de chaudière a entraîné l’érosion de tubes adjacents, provoquant une cascade de défaillances en quelques mois. La réparation a nécessité des semaines d’arrêt de production, le remplacement de dizaines de tubes et la requalification de tous les joints.
Dans un autre cas, une cuve sous pression d’une usine chimique a présenté une fissure au niveau d’un joint soudé par résistance après seulement deux ans de service. L’enquête a révélé que l’épaisseur de gorge de la soudure était insuffisante : bien que la procédure ait été qualifiée, les soudures de production n’étaient pas conformes à la qualification. Des variations dans le soudage manuel avaient permis à quelques joints de dimensions inadéquates de passer inaperçus.
Une machine de soudage automatique tube-plaque tubulaire élimine ces variations. Chaque joint est réalisé avec les mêmes paramètres que l’éprouvette de qualification. L’épaisseur de gorge est constante. La fusion est complète. La résistance est prévisible.
Les fabricants qui passent du soudage manuel au soudage automatisé pour les joints de tubes soudés par résistance citent généralement trois raisons :
Premièrement, la qualité s’améliore. Le taux de rebut passe de plus de 10 % à moins de 2 %. Les coûts de retouche disparaissent.
Deuxièmement, la production augmente. Un seul opérateur gérant plusieurs têtes peut produire plus qu’une équipe de soudeurs manuels.
Troisièmement, la documentation est automatisée. Au lieu de vous fier à des registres manuscrits, vous disposez d’enregistrements électroniques conformes aux exigences des auditeurs et des clients.
Les têtes de soudage orbital tube-plaque tubulaire que nous fabriquons sont conçues pour faciliter cette transition. Elles s’adaptent aux mêmes configurations de tubes, utilisent les mêmes sources d’énergie et nécessitent une formation minimale pour les techniciens soudeurs expérimentés.
Un assemblage tube-plaque tubulaire soudé sous pression n’est pas qu’une simple soudure : c’est un engagement envers la sécurité et la fiabilité. Dans les chaudières et les appareils à pression, où la défaillance est inacceptable, cet engagement exige une maîtrise optimale du processus. La soudure manuelle, aussi experte soit-elle, ne peut égaler la régularité d’un système automatisé.
Si vous fabriquez des équipements nécessitant des assemblages de tubes soudés sous pression, découvrez les avantages de l’automatisation pour votre atelier. Apportez un échantillon de plaque tubulaire et nous l’analyserons sur notre ligne de production. Vous constaterez la différence en termes de régularité, d’aspect et de données. Sans pression, sans jargon technique : des décennies d’expérience au service de la fabrication d’équipements sous pression plus sûrs et plus fiables.