Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: Chaque fabricant d'équipements de chauffage a déjà connu cet échangeur de chaleur qui est revenu prématurément en réparation. Peut-être une fuite au niveau de la plaque tubulaire après deux ans. Peut-être un tube s'est-il détaché lors d'...
Chaque fabricant d’équipements de chauffage a déjà connu cet échangeur de chaleur qui est revenu prématurément en réparation. Peut-être une fuite au niveau de la plaque tubulaire après deux ans. Peut-être un tube s’est-il détaché lors d’une surpression. Peut-être les soudures présentaient-elles simplement une irrégularité d’un bout à l’autre du faisceau. Nous avons tout vu, et à chaque fois, la cause profonde était la même : la variabilité de la fabrication des joints soudés orbitalement entre les tubes et la plaque tubulaire.
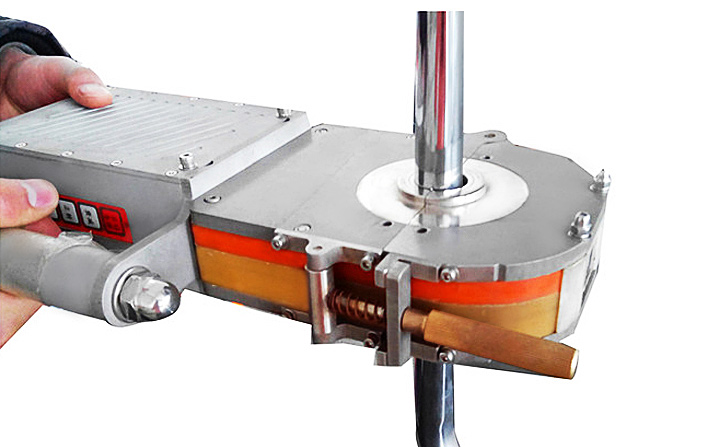
Nous fabriquons des machines de soudage orbital spécifiquement conçues pour les systèmes de soudage tube-plaque tubulaire destinés aux équipements de chauffage. Il ne s’agit pas de soudeuses universelles, mais de machines conçues pour se fixer sur un tube, effectuer une orbite autour de celui-ci et réaliser une soudure d’une précision identique pour le tube numéro 500 et pour le tube numéro un. Voici ce que nous avons appris sur l’importance capitale de cette régularité, plus que tout autre facteur dans la fabrication des équipements de chauffage.
Dans presque n’importe quel atelier de chaudières ou de réchauffeurs, on observe la même scène : un soudeur penché sur une plaque tubulaire, chalumeau à la main, essayant de faire glisser la buse autour d’un tube. S’il est compétent, la soudure paraîtra impeccable. Mais observez-les pendant une heure, et vous constaterez la variation. La longueur de l’arc change légèrement lorsqu’ils se repositionnent. La vitesse de déplacement ralentit lorsque leur bras se fatigue. Le bain de fusion se comporte différemment au fond et en haut du tube.
Cette variation n’est pas qu’esthétique. Dans les équipements de chauffage, la tête de soudage orbital tube-plaque tubulaire doit créer un joint résistant aux cycles thermiques – dilatation et contraction à chaque allumage et extinction du brûleur. Si la pénétration varie sur la circonférence, des concentrations de contraintes apparaissent. Finalement, une fissure se forme au point le plus fin et se propage.
Le soudage manuel est également confronté à des problèmes d’accessibilité. Dans les faisceaux tubulaires denses, le soudeur ne peut pas voir clairement la moitié des joints. Il travaille au toucher, en espérant que l’arc se comporte comme il le pense. Une tête de soudage orbital tube-plaque tubulaire, en revanche, s’adapte aux espaces restreints, se centre automatiquement et dépose le gaz de protection précisément là où c’est nécessaire, quelle que soit la densité de la plaque tubulaire.
Lors de nos démonstrations de soudage orbital pour l’assemblage de tubes et de plaques tubulaires, nous réalisons un test qui surprend la plupart des visiteurs. Nous soudons dix tubes à la suite, puis les sectionnons et comparons les sections transversales. La profondeur de pénétration varie de moins de 0,2 mm sur l’ensemble des dix tubes. La ligne de fusion suit le même contour. Le renforcement de la soudure est identique.
Cette constance est due au contrôle du processus par la tête de soudage orbital. La longueur de l’arc est maintenue électroniquement, et non manuellement. La vitesse de déplacement est régulée par un train d’engrenages de précision, et non par la vitesse de rotation du poignet du soudeur. Le courant est pulsé selon un programme spécifique au matériau et à l’épaisseur de paroi, compensant ainsi les variations dues à la gravité lors du déplacement orbital de la torche.
Pour les équipements de chauffage, cela signifie que chaque joint présente la même capacité de charge. Les points faibles sont éliminés. Lors des cycles de fonctionnement de la chaudière, du démarrage à froid à la pleine charge, tous les tubes se dilatent simultanément et les soudures absorbent ce mouvement sans concentration de contraintes.
Toutes les têtes de soudage orbital tube-plaque tubulaire ne se valent pas. Nous l’avons appris à nos dépens il y a quelques années lorsqu’un client nous a contactés : ses soudures, d’apparence parfaite, échouaient au test hydrostatique. Le problème venait d’une couverture gazeuse insuffisante sur le diamètre intérieur de la tête, favorisant l’oxydation et fragilisant le joint.
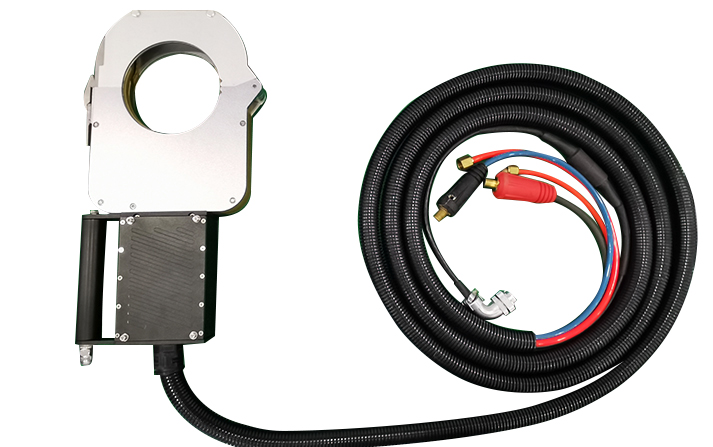
Nos têtes utilisent une conception à chambre fermée qui inonde la zone de soudage d’argon. Pour les matériaux sensibles à la contamination atmosphérique comme l’acier inoxydable ou l’Inconel, ce point est essentiel. La tête de soudage orbital plaque tubulaire-tube intègre également un système de refroidissement par eau, permettant des cycles de travail élevés sans surchauffe du moteur d’entraînement ni du corps de la torche. Dans les environnements de production où les faisceaux comportent des centaines de tubes, l’arrêt pour laisser refroidir une tête est un véritable frein à la productivité.
Autre détail important : le centrage de la tête. Nous utilisons des mandrins expansibles qui maintiennent le diamètre intérieur du tube sans le marquer. La tête de soudage orbitale tube-plaque tubulaire se positionne ensuite par rapport à cet axe central, garantissant la concentricité du tungstène malgré l’ovalisation du tube ou un léger défaut d’alignement. Si la tête est décentrée, la longueur de l’arc et la pénétration varient.
L’un de nos clients construit des chaudières de récupération de chaleur pour l’industrie pétrochimique. Leurs plaques tubulaires sont massives (plus de deux mètres de diamètre) et comportent des milliers de tubes. Auparavant, le soudage était manuel, mais le taux de rebuts réduisait considérablement leurs marges. Depuis l’adoption de notre machine de soudage orbitale pour le soudage tube-plaque tubulaire, le taux de retouches est tombé à moins de 2 %. L’opérateur supervise désormais trois têtes simultanément en fonctionnement, inspectant les soudures terminées au fur et à mesure de la réalisation des suivantes.
Un autre exemple concerne un fabricant de radiateurs électriques pour bâtiments commerciaux. Leurs tubes, en acier inoxydable à paroi mince, sont sujets à la perforation en cas de variations de l’apport de chaleur. Le soudage manuel nécessitait des ajustements constants et engendrait toujours des rebuts. Notre système de soudage orbital tube-plaque tubulaire leur a permis de programmer un profil d’impulsion fournissant l’énergie nécessaire pour fusionner le joint sans perforer la face arrière. Leur cadence de production a doublé.
Il ne s’agit pas de cas isolés. C’est le résultat de l’élimination de la variabilité humaine dans un processus exigeant une grande précision.
L’une des caractéristiques des machines de soudage orbital modernes pour systèmes de soudage tube-plaque tubulaire que les fabricants d’équipements de chauffage commencent à apprécier est l’enregistrement des données. Chaque soudure est enregistrée : courant, tension, vitesse de déplacement, alimentation du fil, débit de gaz. Si un joint échoue à une inspection des années plus tard, vous pouvez retrouver les paramètres exacts utilisés pour sa réalisation. Vous pouvez ainsi prouver à un client ou à un inspecteur que votre processus était maîtrisé.
Pour les ateliers respectant les normes ASME Section VIII ou Section I, cette traçabilité est précieuse. Elle remplace les registres manuscrits et la mémoire des opérateurs par des enregistrements objectifs. Et comme la tête de soudage orbital tube-plaque tubulaire exécute le même programme à chaque fois, les données sont pertinentes et ne se limitent pas à un simple enregistrement de variations aléatoires.
Investir dans une tête de soudage orbital tube-plaque tubulaire, c’est bien plus qu’acquérir du matériel. C’est s’offrir la possibilité de produire sans être constamment confronté à des rebuts. L’équipement doit cependant être facile à entretenir. Nos têtes sont conçues pour permettre aux opérateurs de changer les pinces, de remplacer les lentilles à gaz et d’ajuster la longueur de l’électrode de tungstène en quelques minutes, et non en quelques heures. Grâce à leurs roulements étanches et à leurs engrenages d’entraînement trempés, elles fonctionnent pendant des années sans entretien, à condition d’être maintenues propres.
Nous incluons également une formation à chaque vente. Il ne s’agit pas d’une simple présentation, mais de trois jours de formation sur votre chaîne de production, à travailler avec vos matériaux et à répondre aux questions qui surgissent uniquement lorsque vous constatez un défaut de soudure. Cet investissement dans la formation est plus rentable que n’importe quelle réduction sur l’équipement.
Les équipements de chauffage sont uniques car ils se situent à l’intersection de la pression, de la température et du temps. Une chaudière peut effectuer des milliers de cycles au cours de sa durée de vie. Chaque cycle exerce une contrainte sur chaque joint tube-plaque tubulaire. Si ces joints ne sont pas identiques, certains seront soumis à une contrainte plus importante que d’autres et céderont en premier.
Le soudage orbital des tubes aux plaques tubulaires élimine ce risque. Il garantit la résistance de chaque joint, identique à celle du joint adjacent. Il vous permet de construire des équipements qui atteignent leur durée de vie prévue au lieu de tomber en panne prématurément. De plus, il réduit vos coûts de main-d’œuvre et augmente votre productivité.
Si vous soudez encore manuellement les tubes de vos équipements de chauffage, venez découvrir les performances de nos machines. Apportez un échantillon de plaque tubulaire et nous l’analyserons sur notre ligne de production. Vous constaterez la différence en termes de régularité, d’aspect et de données collectées. Sans pression, sans argumentaire commercial : nous mettons simplement à votre service des décennies d’expérience dans la conception d’outils qui contribuent à la fabrication de meilleurs systèmes de chauffage.