Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: Nous recevons au moins un appel par semaine. La personne au bout du fil explique qu'elle doit construire un échangeur de chaleur (tubes en acier inoxydable, plaque tubulaire en acier au carbone) et qu'elle rencontre des problèmes de soud...
Nous recevons au moins un appel par semaine. La personne au bout du fil explique qu’elle doit construire un échangeur de chaleur (tubes en acier inoxydable, plaque tubulaire en acier au carbone) et qu’elle rencontre des problèmes de soudure : fissures, porosités, fusion incomplète. Elle a essayé différentes électrodes, différents postes à souder, différents préchauffages. Rien ne semble donner de résultats constants.
Nous fabriquons des systèmes de soudage automatique tube-plaque tubulaire depuis plus de quinze ans, et cette combinaison de matériaux est la plus fréquente. Ce n’est pas que l’acier inoxydable et l’acier au carbone refusent de se souder. Ils le font quotidiennement dans les ateliers du monde entier. Mais pour une soudure réussie, il est essentiel de comprendre ce qui se passe réellement au niveau de l’assemblage et d’utiliser un équipement capable de contrôler des variables inaccessibles à l’homme.
Le problème tient à des principes physiques fondamentaux. L’acier inoxydable se dilate davantage que l’acier au carbone lorsqu’il chauffe, et plus rapidement. Pendant le soudage, cela signifie que le tube tend à se dilater tandis que la plaque tubulaire tente de le maintenir en place. Il en résulte des contraintes résiduelles qui peuvent fragiliser la soudure lors du refroidissement.
Le second problème est d’ordre métallurgique. Si l’on fond trop d’acier au carbone dans le bain de fusion, il y a dilution. La composition chimique se modifie. Au lieu d’une soudure en acier inoxydable de qualité, on obtient un matériau potentiellement fragile ou sujet à la corrosion. C’est pourquoi le choix du métal d’apport est crucial ; on utilise généralement du 309L ou du 309LSi, conçus pour compenser la dilution des deux côtés.
Il y a aussi le problème pratique de l’ajustement. Les tubes en acier inoxydable se déforment différemment de ceux en acier au carbone. Ils ne s’insèrent pas de la même manière dans la plaque tubulaire. Si le tube n’est pas parfaitement ajusté à l’alésage, des jeux apparaissent. Ces jeux entraînent un transfert de chaleur irrégulier pendant le soudage, et donc une pénétration irrégulière.
Des études confirment ce phénomène. Dans un cas documenté, ce qui semblait être des problèmes de matériaux s’est avéré être une contamination par des fluides de coupe piégés dans l’espace annulaire. Ce fluide s’est décomposé dans l’arc, générant de l’hydrogène et provoquant une porosité identique à une défaillance métallurgique. La propreté est donc impérative.
Lorsqu’on travaille avec des matériaux dissemblables, la constance est primordiale. Un soudeur manuel peut réaliser un joint parfait à 9 h et un joint raté à 15 h. La fatigue se fait sentir, l’angle de soudage se modifie légèrement et la vitesse de déplacement varie.
Une machine de soudage automatique tube-plaque tubulaire ne présente pas ces problèmes. Elle exécute le même programme pour le tube 500 que pour le tube 1. La longueur de l’arc est maintenue électroniquement. Les changements de position dus à l’orbite de la tête de soudage sont compensés.
Pour le soudage de l’acier inoxydable à l’acier au carbone, le soudage orbital tube-plaque tubulaire offre des avantages spécifiques. La possibilité d’utiliser un courant pulsé – alternant entre un fort ampérage pour la pénétration et un faible ampérage pour permettre la solidification du bain de fusion – évite l’affaissement qui se produit lors du soudage en position verticale. La fréquence des pulsations peut être ajustée précisément à l’épaisseur de paroi et à la combinaison de matériaux. Un excès de chaleur entraîne des problèmes de dilution, tandis qu’une chaleur insuffisante provoque une fusion incomplète.
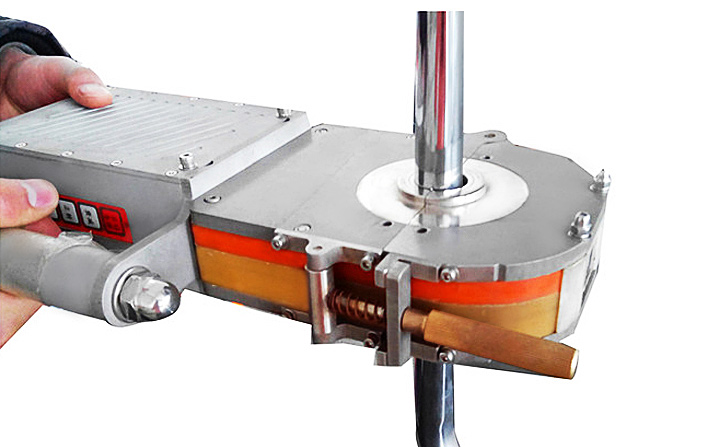
La précision réside dans la tête de soudage elle-même. Une bonne tête de soudage orbital tube-plaque tubulaire se centre sur le diamètre intérieur du tube grâce à des mandrins expansibles. Si la tête est décentrée, la longueur de l’arc varie sur la circonférence, et la pénétration varie en conséquence. Nos têtes permettent un réglage sur trois axes (axial, radial et angulaire). Ainsi, une fois réglée pour un diamètre de tube donné, la position reste inchangée pendant des centaines de cycles.
Il existe une différence entre une soudure d’étanchéité et une soudure de résistance reliant un tube à une plaque tubulaire. Une soudure d’étanchéité empêche simplement les fuites de fluide. Elle est généralement de petite taille, souvent réduite à une simple passe de fusion. Une soudure de résistance reliant un tube à une plaque tubulaire est conçue pour supporter la charge : elle transfère les forces axiales du tube à la plaque tubulaire et empêche le tube de se détacher sous l’effet de la pression ou de la dilatation thermique.
Pour les tubes en acier inoxydable dans une plaque tubulaire en acier au carbone, la réalisation d’un joint soudé de résistance entre le tube et la plaque tubulaire nécessite généralement une configuration de tube saillant. Le tube dépasse de 2 à 3 mm de la face de la plaque tubulaire, et une soudure d’angle est réalisée sur sa circonférence. Cet angle augmente l’épaisseur de la gorge et crée un verrouillage mécanique plus solide que celui assuré par la seule fusion.
Le choix du métal d’apport est plus important pour une soudure de résistance que pour une soudure d’étanchéité. Avec un métal d’apport 309L, le métal de soudure peut absorber la dilution des deux matériaux de base tout en conservant des propriétés mécaniques adéquates. La procédure doit être qualifiée sur des maquettes, avec examen des sections transversales pour vérifier la pénétration et l’absence de défauts.
La norme ASME UW-20 définit ce qui constitue une soudure à pleine résistance par rapport à une soudure à résistance partielle. Pour les applications où l’assemblage doit supporter la charge totale du tube — comme les réchauffeurs d’eau d’alimentation haute pression —, la dimension de la soudure doit être calculée et la procédure rigoureusement documentée.
Différentes industries utilisent des joints entre tubes en acier inoxydable et plaques tubulaires en acier au carbone pour diverses raisons, et les équipements s’adaptent à chaque situation.
Échangeurs de chaleur de raffinerie
Dans une raffinerie, on peut utiliser des tubes en acier inoxydable pour leur résistance à la corrosion côté procédé et une plaque tubulaire en acier au carbone, plus économique et suffisamment robuste pour supporter la pression côté calandre. Une machine de soudage automatique tube-plaque tubulaire assure la production de centaines de tubes par faisceau. La tête de soudage doit s’insérer dans des espaces restreints entre les tubes, se centrer rapidement et réaliser des soudures d’angle régulières, conformes aux contrôles visuels et non destructifs. Le refroidissement par eau des têtes permet un fonctionnement continu sans surchauffe.
Réchauffeurs d’eau d’alimentation de centrales électriques
Les réchauffeurs d’eau d’alimentation sont soumis à des cycles thermiques importants. Démarrage, arrêt, variations de charge : chaque cycle sollicite chaque joint. Un joint soudé haute résistance entre tube et plaque tubulaire doit ici supporter la dilatation différentielle entre les tubes en acier inoxydable et la plaque tubulaire en acier au carbone sans se fissurer. Des études montrent que l’association du soudage et de l’expansion (roulage ou expansion hydraulique des tubes dans des rainures après soudage) crée une redondance. La soudure supporte la charge axiale, l’expansion assure le contact et bloque la corrosion par piqûres.
Cuves de procédés chimiques
Dans les cuves sous pression équipées de serpentins de chauffage ou de refroidissement internes, des tubes en acier inoxydable peuvent être soudés à des plaques tubulaires en acier au carbone faisant partie intégrante de la paroi de la cuve. Dans ce cas, les têtes de soudage orbital tube-plaque tubulaire doivent accéder à des espaces confinés et réaliser des soudures de qualité conforme aux exigences de la section VIII de l’ASME. L’accès est restreint, la visibilité est mauvaise et le soudage manuel est quasiment impossible. L’automatisation est la seule solution pratique.
Condenseurs de centrales électriques
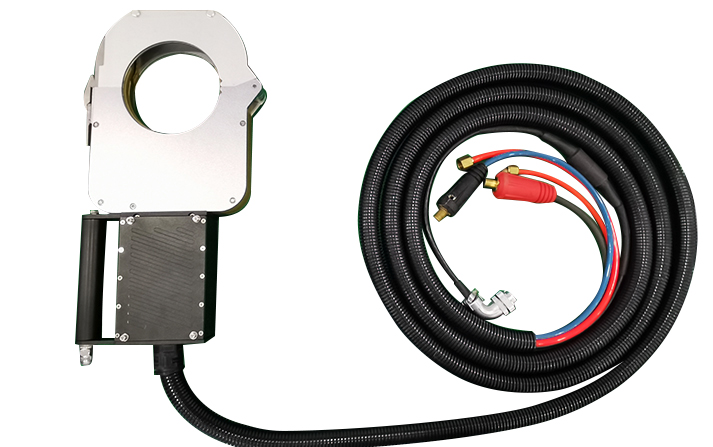
Les grands condenseurs utilisent souvent des tubes en acier inoxydable ou en titane avec des plaques tubulaires en acier au carbone. Il s’agit de productions à grand volume (des milliers de tubes par unité). Nos têtes TP040 sont conçues pour ces applications et permettent le soudage de tubes affleurants sans alimentation en fil. Leur conception fermée assure l’isolation aux gaz inertes nécessaire aux matériaux sensibles à l’oxydation, et leur poids léger (3,65 kg) permet aux opérateurs de les positionner sans grue.
Voici nos conseils aux clients qui nous demandent comment procéder pour souder de l’acier inoxydable à de l’acier au carbone :
Nettoyage complet. Les fluides de coupe issus de l’usinage des alésages tubulaires doivent être éliminés. Si du fluide est emprisonné dans l’espace annulaire, il se décomposera à l’arc, générera de l’hydrogène et provoquera des porosités. Un nettoyage aux solvants suivi d’un séchage est indispensable.
Vérification de l’ajustement. Le tube doit s’emboîter parfaitement dans l’alésage. Tout jeu entraîne un transfert de chaleur et une pénétration irréguliers. Si l’ajustement est lâche, envisagez d’élargir légèrement le tube avant le soudage pour assurer un bon contact.
Qualification de la procédure. Réalisez des essais à blanc avec les mêmes matériaux, le même diamètre de tube et la même épaisseur de paroi. Analysez-les par sections. Vérifiez la pénétration, la fusion et l’absence de défauts. Ajustez les paramètres jusqu’à ce que chaque section transversale réponde aux exigences.
Configuration de la machine de soudage automatique tube-plaque tubulaire. Sélectionnez la taille de pince appropriée. Réglez l’angle de torche adéquat — généralement 7 degrés pour les soudures d’angle saillantes. Programmez le cycle de soudage selon la procédure validée : courant, paramètres d’impulsion, vitesse de déplacement, débit de fil.
Surveillez le soudage en temps réel. Les systèmes modernes enregistrent chaque paramètre pour une traçabilité complète. En cas de déviation, la machine alerte l’opérateur. Vous obtenez ainsi la preuve que chaque joint est conforme aux exigences.
L’argument principal en faveur du soudage orbital tube-plaque tubulaire pour les applications de métaux dissemblables réside dans la constance. La variation est inacceptable lorsque les matériaux se comportent différemment. Une soudure légèrement trop chaude peut entraîner une dilution excessive, tandis qu’une soudure légèrement trop froide peut manquer de fusion. Dans un seul échangeur de chaleur, avec des milliers de joints, même un taux de défaut de 1 % représente dix tubes défectueux.
Une machine de soudage automatique tube-plaque tubulaire élimine ce risque. Elle exécute la procédure validée à la lettre à chaque fois. Elle ne se fatigue pas, ne se laisse pas distraire et fonctionne sans interruption. L’opérateur se concentre sur le chargement de la tête et le contrôle des résultats pendant que la machine effectue le travail.
Si vous fabriquez des échangeurs de chaleur, des réchauffeurs d’eau d’alimentation, des condenseurs ou des appareils à pression avec des tubes en acier inoxydable et des plaques tubulaires en acier au carbone, venez découvrir les performances de nos machines. Apportez un échantillon et nous l’analyserons sur notre ligne de production. Vous constaterez la différence en termes de régularité, d’aspect et de résultats. Pas de discours commercial : nous mettons simplement à votre service des décennies d’expérience pour vous aider à souder correctement des assemblages complexes.