Stock Code: 831045
Industrial Automation & Intelligence Solutions


Technologie mature et technologie avancée:
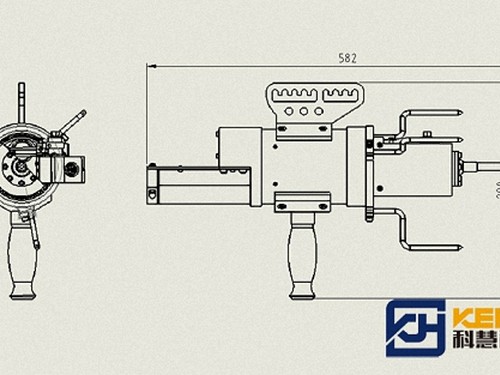
23 ans d’expérience dans la R&D et la fabrication de technologies d’équipement de soudage intelligents, l’accumulation et la mise à niveau de processus de produits multigénérationnels, la tête de machine compacte et de petite taille, adopte un mandrin de positionnement élastique et un cadre de support à trois points, qui peuvent être ajustés circonférentiellement, axialement et radialement, et l’opération est rapide. précision du positionnement.
Moteur importé, stable et fiable:
L’onduleur IGBT est utilisé pour contrôler le courant d’impulsion CC, l’efficacité du soudage est élevée, la stabilité de l’arc est forte et le cordon est magnifiquement formé.
Économie d’exploitation, production efficace:
La torche de soudage TIG refroidie à l’eau est équipée d’un réservoir d’eau en acier inoxydable de 16 litres, qui n’est pas limité par la pression de l’eau sur site ni par d’autres conditions. Le refroidissement est suffisant pour garantir que la machine à souder puisse fonctionner 24 heures sur 24.
Facile à utiliser:
Le système de contrôle du programme est facile à utiliser et peut stocker jusqu’à 100 spécifications de soudage. Chaque groupe peut être divisé en 1 à 16 segments. Il peut être utilisé avec une formation simple, sans fondement particulier ni langage particulier. La conception intégrée montée sur camion est libre de mouvement et facile à utiliser.

Application:
La soudeuse orbitale pour plaques tubulaires KHB 12-80 est une machine de soudage à l’arc automatique spécialisée dans laquelle l’arc tourne mécaniquement sur 360° autour d’une pièce statique de tube à plaque tubulaire avec des spécifications de tube φ12~φ80 mm.
KHB 12-80 pourrait résoudre le problème des erreurs de l’opérateur lors du soudage à l’arc sous gaz tungstène (GTAW).
KHB 12-80 est composé d’une alimentation avec commande informatique intégrée et d’une tête de soudage.
KHB 12-80 peut traiter l’acier au carbone, l’acier allié, l’acier inoxydable et l’alliage de titane.
KHB 12-80 Principalement utilisé dans l’industrie chimique, les chaudières, les échangeurs de chaleur, les appareils sous pression et d’autres industries. .
KHB 12-80 pourrait être utilisé pour les formes de joints de plaques tubulaires comme le montrent les images suivantes :
aboutage à tête plate (soudage par fusion), joint d’angle d’extension externe (soudage d’angle externe), joint d’angle d’indentation (soudage d’angle interne) et ainsi de suite, avec ou sans alimentation en fil.

Avantages :
1.Pour résoudre le problème de l’erreur de l’opérateur dans GTAW. le processus contrôlé par ordinateur s’exécute avec peu d’intervention de l’opérateur.
2.Pour garantir un soudage reproductible de haute qualité. une programmation réussie surveille les variables et effectue des échantillons périodiques pendant son test de soudage. Écran tactile LCD, facile à saisir.
3. Soudage intelligent. 100 programmations réussies stockées dans l’automate, choisissez-en une.
4. Haute productivité. 2 à 3 fois plus élevé que le soudage TIG conventionnel.
5. opération facile. Equipé du mandrin de positionnement élastique, du cadre de support à trois points, du positionnement précis.
6,10 heures de soudage continu. une tête de soudage qualifiée et un système de refroidissement par eau et alimentation le font.
7. Conception intégrée à la voiture, liberté de mouvement.
8.Petit espace de conception scientifique
Attestation :

Étapes de fonctionnement :
1. Une fois les réglages du programme de soudage terminés, insérez la tête de la machine en position de travail, appuyez sur le bouton de démarrage, l’arc démarre, le courant augmente progressivement du courant d’arc au courant de soudage. La soudure ne tourne pas et n’alimente pas non plus le fil à ce moment-là, le but est de préchauffer la plaque tubulaire, ce qui peut être contrôlé en augmentant le paramètre de temps ;
2. Lorsqu’un bain de fusion stable se forme sur la pièce à usiner, la torche commence à tourner et l’alimentation en fil commence simultanément. La vitesse de dévidage du fil est réglable de 0 à 1,5 m/min. Pendant le processus de rotation, il y aura du soudage à plat, du soudage en descente, du soudage en hauteur, du soudage en pente ascendante, etc. à un moment donné ; La cégmentation peut être réglée séparément sur 1 à 6 segments sur 360° selon la situation ;
3. Lorsque la torche de soudage tourne à 365° (l’angle de recouvrement peut être réglé arbitrairement), le soudeur entre dans le programme d’atténuation, à ce moment-là, la tête de la machine continue de tourner, mais le fil cesse d’alimenter et le courant diminue progressivement à partir du soudage. courant au courant d’arc, formant un cordon de soudure, qui peut être contrôlé en entrant le paramètre de temps de chute.
No Any Post.
Selon les besoins des utilisateurs, nous fournissons une conception de ligne de production complète, comprenant : la planification industrielle, la conception électromécanique, la simulation.
Fournir une ligne de production complète, un système de contrôle électrique et un logiciel.
Affecter des ingénieurs pour effectuer l’installation et la mise en service sur site et former les opérateurs.
Fournir un service après-vente de produits complet et résoudre les problèmes techniques des clients en temps opportun.
Nous apprécions votre message!
Veuillez remplir les champs ci-dessous, nous personnaliserons la solution selon vos besoins.